«
-
»
日
一
二
三
四
五
六
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
点
分
00
30
分
确定
2090
2089
2088
2087
2086
2085
2084
2083
2082
2081
2080
2079
2078
2077
2076
2075
2074
2073
2072
2071
2070
2069
2068
2067
2066
2065
2064
2063
2062
2061
2060
2059
2058
2057
2056
2055
2054
2053
2052
2051
2050
2049
2048
2047
2046
2045
2044
2043
2042
2041
2040
2039
2038
2037
2036
2035
2034
2033
2032
2031
2030
2029
2028
2027
2026
2025
2024
2023
2022
2021
2020
2019
2018
2017
2016
2015
2014
2013
2012
2011
2010
2009
2008
2007
2006
2005
2004
2003
2002
2001
1 月
2 月
3 月
4 月
5 月
6 月
7 月
8 月
9 月
10 月
11 月
12 月
设为首页
收藏本站
开启辅助访问
登录
立即注册
只需一步,快速开始
会员
首页
BBS
文章
Portal
教程
最新
供电设计
联系我
直达
帖子
搜索
图文教程
磁力开关
馈电开关
采煤机
华宁集控
高爆开关
掘进机
视频教程
初入煤电
组合开关
移变低馈
资料下载
书籍
标规
资料
说明书
社区分类
煤电入门
煤电维修
维修电工
电气软件
电子技术
工控自动
本版
文章
帖子
百技网
»
首页
›
维修电工
›
供电配电
›
核电设备稳压器筒体内表面不锈钢堆焊技术 ...
返回列表
发新帖
核电设备稳压器筒体内表面不锈钢堆焊技术
[复制链接]
2511
|
5
|
2011-9-17 15:33:19
|
显示全部楼层
|
阅读模式
<
1 前言
稳压器在核电站中是对一回路压力进行控制和超压保护的重要设备。稳压器用于调节因负荷变化引起的正波动和负波动,在正常运行时,稳压器内下部是水,上部是蒸汽,水处于饱和状态。在正波动时,由喷淋系统冷凝容器内的蒸汽,在负波动时,由水的闪蒸和加热水产生蒸汽,达到调节压力的作用。
稳压器是一个立式圆柱形容器,高为13 m,直径为2.5 m,内部容积为39.7 m3,净重为80 t。壳体为合金钢板16MND5,厚度为113 mm。稳压器容器壳体和反应堆冷却剂接触的内表面,用奥氏体不锈钢堆焊具有和AISI308L钢相同的防腐蚀性能。
母材即壳体材料(16MND5)化学成分如表1。 表1 壳体材料(16MND5)化学成分 元素 碳 锰 磷 硫 硅 镍 含量% ≦0.22 1.15~1.60 ≦0.008 ≦0.008 0.10~0.30 0.50~0.80 元素 铬 钼 钒 铜 铝 钴 含量% ≦0.25 0.43~0.57 ≦0.01 ≦0.08 ≦0.04 ≦0.03
2 不锈钢堆焊要求
不锈钢一般堆焊两层,即过渡层和耐蚀层,在低合金钢上堆焊不锈钢,原则上是要保证稀释后的过渡层化学成分接近耐蚀层。为使过渡层具有良好的抗裂性和塑韧性,按RCC-M中SA3634规定不锈钢堆焊层铁素体含量应控制在5%~12%之间。在选择堆焊用焊接材料及焊接参数时,必须严格控制熔敷金属中的铁素体含量,过量的δ-铁素体在一定条件下会转化成σ相造成脆化,因此在带极堆焊时,除熔深外,还应特别注意相邻焊道之间的搭接量,带极堆焊的搭接量一般应控制在8~10 mm的范围内。
3 稳压器筒体内表面堆焊工艺
3.1 焊接前工作
在稳压器壳体内表面堆焊前,待堆焊面应进行目视及着色检验,不允许有任何表面超标缺陷,筒体内表面清洁,确保表面无任何污物、油渍,并干燥,保证堆焊后堆焊层的质量。
3.2 焊接方法
采用自动带板埋弧焊,第一层过渡层和第二、三层为面层。 3.3 焊接设备
伊莎埋弧自动焊机LAE1000,将堆焊头装上直丝马达即可成自动堆焊机,可调式给送机构从30 mm至100 mm焊带均适用,采用直流正极、电弧下降、双管道式药剂给送装置,堆焊带宽度为60 mm。 3.4 焊接简图
由于筒体为圆筒型,堆焊时筒体转动而机头自动送进焊丝带,从而保持水平堆焊位置。
(1)第一层 24Cr-12Ni
(2)第二层及第三层 20Cr-10Ni 3.5 焊接参数
应严格按焊接工艺评定执行。焊接工艺参数见表2。 表2 焊接工艺参数 焊接层 焊丝 焊剂 焊带尺寸 (mm) 焊接电流 (A) 电流电压 (V) 焊接速度 (cm/min) 1 ER309L 9V308T1Q5 60X0.5 700~800 25~29 13.5~14.5 2、3 ER308L 8B308T2Q5 60X0.5 700~800 25~29 9.5~10.5 3.6 焊前预热
用天然气喷枪林弹雨(多个),同时加热整个筒体外表面、预热温度为150℃但不能超过250℃,焊接过程中始终保持筒体温度控制在150~250℃之间。预热是一种改善材料焊接性能和减缓焊接接头冷却速度的有效措施,同时也能克服空气温度对焊接质量的影响,能有效防止焊接裂纹和气孔的产生。
3.7 焊接操作
在以上1~6项工作完成后开始堆焊。整个焊接过程由全自动程序控制,焊接参数严格按照焊接工艺执行,监督和检验人员必须对操作者每次的第一个起焊点进行检查,包括待焊区表面状态、焊接设备、仪表指示、预热温度、操作人员资格等检验。在焊接过程中检验人员还需严格检验各层之间搭接量;第一层的过渡层之间搭接量不能小于5 mm(见图1);第二层不锈钢堆焊层和第一层过渡层搭接量不能小于4 mm,目标9 mm(见图2);第二层和第二层间、第二层和第三层间搭接量应不小于8 mm(见图3)。
3.8 焊后处理
堆焊完成后应立刻进行消氢处理,消氢处理的工艺参数见表3。 表3 消氢处理的工艺参数 焊接层数 后热温度(min) 后热温度(max) 后热保温时间(min) 1、2、3 250℃ 400℃ 4 h 如果在堆焊过程中中间停止焊接或发现层间温度低于150℃,应立该进行一个消氢后热处理。
3.9 焊后消应力热处理
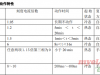
在整个筒体内表面第一层过渡层堆焊焊接完成后应进行目视、着色探伤检查,焊缝表面不许有气孔、夹渣、裂纹、表面氧化等缺陷,经检验合格,应立刻进行焊后消应力热处理。焊后消应力热处理工艺参数见表4。 表4 焊后消应力热处理工艺参数 单位 热处理要求 起始 ℃ 350 加热速度(max) ℃/h 55 温度范围 ℃ 595~620 保温时间 h-min 1h~1h30min 冷却速度 ℃/h 55 冷却至 ℃ 350
消除应力处理是根据合金钢的要求进行,一般对于耐蚀层因为它是内弯变形,使应力降低,并且如果耐蚀层热处理温度时间控制不当,耐蚀层交界处因渗碳影响会形成脆硬的马氏体,同时耐蚀层受敏化温度的影响会降低耐蚀层的耐晶间腐蚀能力,因此不锈钢复合钢板耐蚀层一般不进行消除应力热处理。
4 堆焊焊缝的检验
4.1 焊缝目视检查
焊缝表面目视检查(VT)应符合技术要求。
4.2 尺寸检查
焊道宽窄均匀,堆焊层厚度应符合图纸要求。
4.3 表面渗透探伤
着色探伤检查(PT)应符合技术要求。
4.4 超声波探伤
堆焊焊缝应经100%超声波探伤检查(UT)II级合格。 对于重要的质量见证点,监检人员应亲自到现场监督检查确认并认可。
4.5 晶间腐蚀试验
耐蚀层晶间腐蚀试验应符合图纸和技术标准要求。
4.6 水压试验
按设计要求进行水压试验并符合规范及标准要求。
5 焊缝返修
焊缝返修采用手工电弧焊焊接,堆焊熔敷金属厚度应大于等于5 mm。即使缺陷凹坑小于5 mm,堆焊返修的熔敷金属厚度也应大于等于5 mm(至少2层)。
过渡堆焊层发生返修时,返修焊接工艺参数如表5。
表5 过渡堆焊层返修焊接工艺参数 焊接层 焊条型号 直径 (mm) 电流 (A) 预热温度 (min) 层间温度 后热温度 后热保 温时间 1 E309L-15 Φ4 100~130 150℃ 150-250℃ 250-400℃ 4 h 表面堆焊层发生返修时,返修焊接工艺参数如表6。
表6 表面堆焊层返修焊接工艺参数 焊接层 焊条型号 直径 (mm) 电流 (A) 预热 温度 层间 温度 后热 温度 后热保 温时间 2、3 E308L-16 Φ3.2 90~120 150℃ 250℃ 250~400℃ 4 h E308L-16 Φ4 125~155 150℃ 250℃ 250~400℃ 4 h
共2页:
上一页
1
2
下一页
稳压器
,
不锈钢
热帖推荐
优质服务是电力企业文化建设的核心
两地控制一台电动机
各种电线的分类和用途
电缆电线分类
电抗器在电力系统中的作用
控制一部电机,延时停止
新型材料电缆发展前景及辐照交联低烟无卤阻燃耐火电线电缆特点
控制电缆型号、名称、使用说明及用途
各种交联电缆的介绍及优缺点
串联电抗器电抗率的选择
串联电抗器抑制谐波的作用及电抗率的选择
保证倒闸操作正确率的具体做法
相关帖子
•
西门子S7-300系列在煤气加压站中的应用
•
西门子S7-300 PLC在冷轧煤气加压站中的应用
•
S7-300在煤气加压站中的应用
•
西门子S7-300在煤气加压站中的应用
•
S7-300在煤气加压站中的实际应用
•
SIMATICS7—300PLC在不锈钢厂的应用
•
S7-300系列PLC在煤气加压站中的应用
•
S7-300PLC在煤气加压站中的应用
•
西门子S7-300在煤气加压站中的应用
•
西门子S7-300在煤气加压站中的应用探讨
回复
举报
yhm321
|
2013-10-30 11:34:10
|
显示全部楼层
{:soso_e183:}
回复
支持
反对
举报
pmr68
|
2013-10-30 11:33:05
|
显示全部楼层
学习学习{:soso_e183:}
回复
支持
反对
举报
铛铛
|
2011-10-11 06:56:58
|
显示全部楼层
楼主福如东海,万寿无疆!
回复
支持
反对
举报
潇潇宝贝
|
2011-10-11 06:52:01
|
显示全部楼层
不错啊! 一个字牛啊!
回复
支持
反对
举报
永遇乐
|
2011-10-11 06:50:23
|
显示全部楼层
我的妈呀,爱死你了
回复
支持
反对
举报
返回列表
发新帖
高级模式
B
Color
Image
Link
Quote
Code
Smilies
您需要登录后才可以回帖
登录
|
立即注册
本版积分规则
发表回复
回帖后跳转到最后一页
beita
回复楼主
返回列表
电工基础
工具仪表
电工材料
电动机
变压器
低压电器
工厂设备维修
家庭用电
供电配电
图文推荐
如何升级VIP用户组
2018-01-13
天津华宁KTC101主控器的内部结构
2021-05-14
煤矿电工教程:10、风机开关过流、短路、断相保护工作原理
2022-03-12
软启动器的工作过程
2018-12-26
矿用防爆软启开关教程——13、软启开关近控启动过程
2020-02-15
热门排行
1
KJZ1-200(400)馈电开关原理分析
2
这个电气元件符号你认识吗?
3
煤矿电工教程:10、风机开关过流、短路、断相保护工作原理
4
馈电开关漏电闭锁故障维修_成伟维修笔记1
5
馈电开关漏电闭锁故障的维修_成伟维修笔记7
6
馈电开关漏电试验不跳闸故障维修_成伟维修笔记4
7
煤矿风机开关教程:11、过、欠压保护相关参数的设置
8
煤矿高压防爆开关漏电保护的研究
9
天津华宁KTC101主控器的内部结构
10
高防开关短路跳闸故障的维修_成伟维修笔记8